In the 1982 musical comedy "Victor Victoria," Julie Andrews sings a high note at the end of her character's Parisian cabaret act. She sustains the note and champagne glasses around the room shatter. This brilliantly demonstrated how high-pitched or high-frequency sounds can break materials apart.
But did you know that high-frequency sounds can be used to bond materials together? A technology called ultrasonic welding is used to assemble products from many industries -- ranging from medical devices to athletic shoes to automobiles.
Advertisement
Typically, you can bond materials by using fasteners such as nails, screws or thread. This is appropriate for metals, wood, fabrics and plastics. For many plastics, glues are used; glues form chemical bonds between the glue itself and the surfaces of the bonded plastic materials. Metals can be held together by heating other metals as a bonding agent, such as lead solder in electrical connections. Alternatively, the metals can be directly melted together (welding); once the melted metal surfaces cool, the metals bond together. Welding usually requires an open flame or torch to achieve the high temperatures necessary to melt the metal surfaces together. So, it can be an expensive process for some manufacturing jobs.
A new, more cost effective welding technique was introduced in the 1940s. The technique, ultrasonic welding, used ultrasonic vibration and pressure to bond metals together and required less energy than conventional welding.
Ultrasonic metal welding developed during the 1950s through the 1990s as the electronics used in the equipment became more sophisticated and computers could control the process. Since this time, the technique has been applied to plastics, where it has really become popular.
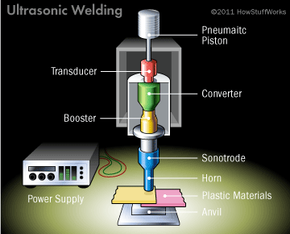
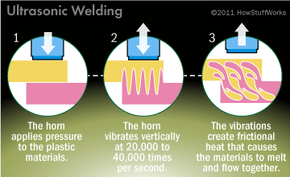
In this article, we'll look at the equipment and physical process of ultrasonic welding, how New Balance has used it to make athletic shoes, and the advantages and disadvantages of this technique. First, let's take a closer look at how sound waves bond materials, both metal and plastic.
Advertisement